






Affordable Flameproof Longwall Equipment Carriers - Quotes from Reliable Exporters
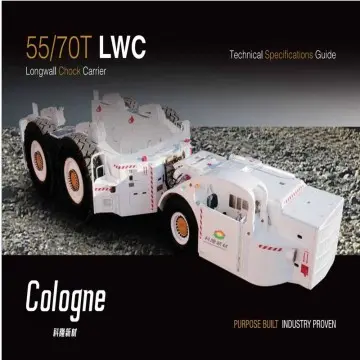
Flameproof Longwall Equipment Carriers are vital for safe and efficient operations in hazardous mining environments. Manufactured by Shaanxi Kelong New Materials Technology Co., Ltd., these carriers are specifically designed for the reliable transport of heavy machinery and equipment in longwall mining sections. Featuring advanced flameproof technology, they significantly enhance safety by reducing the risk of incidents related to flammable gases and dust. Built with robust construction and a high load capacity, these carriers excel in challenging underground conditions. They are equipped with cutting-edge control systems that provide precise navigation and stability, promoting seamless operation and increased productivity. Shaanxi Kelong’s dedication to innovation and quality ensures that their Flameproof Longwall Equipment Carriers comply with stringent industry standards, thereby fostering safer mining practices. Enhancing efficiency and safety, these carriers drive success in the competitive mining sector. Ensure reliable performance in longwall operations with solutions from a trusted industry leader.




Methods To Choose Flameproof Longwall Equipment Carriers Products Manufacturer
When selecting a manufacturer for flameproof longwall equipment carriers, it is crucial to consider various factors that ensure both safety and reliability in mining operations. Shaanxi Kelong New Materials Technology stands out as a leader in this area, blending state-of-the-art technology with extensive industry experience. By focusing on R&D, production, and sales, we offer comprehensive solutions tailored to meet the unique demands of the coal mining sector. Begin by assessing the manufacturer's expertise in hydraulic seal sets and high-pressure hoses, as these components are integral to the efficient functioning of longwall equipment. Shaanxi Kelong takes pride in our innovation-driven approach and our commitment to producing durable and high-quality equipment that complies with industry safety standards. Additionally, examine the manufacturer's capacity for providing after-sales support and technological services, which are vital for maintaining optimal equipment performance. Finally, consider the manufacturer's track record in assisting global customers. Shaanxi Kelong's reputation for reliability and excellence in coal mine auxiliary transportation equipment positions us as a preferred partner in the industry. By choosing us as your flameproof longwall equipment carriers manufacturer, you ensure that your operations are backed by reliable technology and exceptional service, ultimately enhancing safety and productivity.
Methods To Choose Flameproof Longwall Equipment Carriers Products Manufacturer
| Criteria | Description | Importance (1-5) | Example Sources |
|---|---|---|---|
| Manufacturer Reputation | Research the history and reviews of the manufacturer in the industry. | 5 | Industry publications, forums |
| Product Certifications | Ensure the products meet necessary safety and industry standards. | 4 | Manufacturer specifications, safety boards |
| Technical Support | Availability of technical support and maintenance services. | 4 | Manufacturer customer service |
| Cost of Ownership | Evaluate the total cost including purchase, maintenance, and operation. | 5 | Cost analysis reports |
| Performance Specifications | Review technical specifications to ensure they meet operational needs. | 5 | Specification sheets, user manuals |
| Eco-Friendly Practices | Consider manufacturers that follow sustainable practices. | 3 | Environmental audits, sustainability reports |






How To find Flameproof Longwall Equipment Carriers Factory Products







S
Susan King
Top-notch product quality! The after-service was prompt and efficient, ensuring all my concerns were addressed.
20 June 2025
E
Emily Hall
Very happy with my purchase! The quality of the products and the service received were outstanding.
06 July 2025
W
Wendy Smith
The quality is excellent! The after-sales team was not only knowledgeable but also very approachable.
30 June 2025
B
Brian Turner
Impressive craftsmanship! The customer service team was knowledgeable and extremely helpful.
24 May 2025
B
Brian Nelson
Excellent quality products! The support staff was very helpful and professional throughout the process.
28 June 2025
A
Anna Clark
Amazing quality products! The after-sales service team was wonderfully knowledgeable and friendly.
21 May 2025