Steel Wire Reinforced Rubber Hose for Civil Aviation Ground Support and Maintenance Equipment
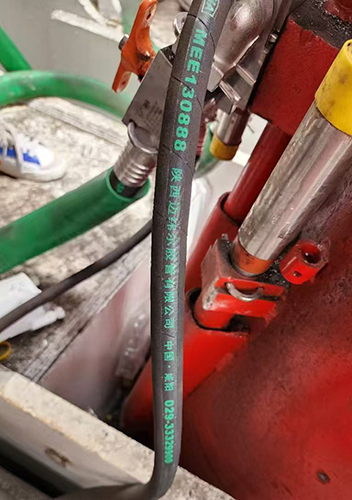
Steel wire reinforced rubber hoses constitute an essential component in the mechanical infrastructure of civil aviation ground support and maintenance equipment. Featuring a multi-layer construction with embedded steel wire spirals, these hoses offer superior strength, durability, and resistance to extreme pressure — vital qualities for aviation applications where reliability and safety are paramount.
The aviation ground support industry demands hoses that can withstand harsh environmental exposures, rapid pressure fluctuations, and frequent handling. Steel wire reinforced rubber hoses fulfill these challenges by combining flexibility with high tensile strength, allowing seamless operation under severe mechanical stress.
Current Industrial Landscape
As air traffic volumes grow worldwide, the need for robust and efficient ground support equipment (GSE) escalates. Civil aviation GSE utilizes hydraulic systems to operate passenger stairs, aircraft tugs, fuel delivery trucks, de-icing machines, and more. Within these hydraulic systems, steel wire reinforced rubber hoses serve as the primary conduits for fluid transmission, making their quality critical to operational uptime and safety.
Throughout the industry, there is an increasing pivot toward higher performance reinforcement hoses with enhanced wear resistance, weatherability, and chemical compatibility. Regulatory standards imposed by bodies such as the FAA and EASA require periodic inspections and certifications of hose assemblies to ensure they meet rigorous safety thresholds, fueling demand for advanced materials and reliable manufacturing.
Emerging Trends and Technological Developments
The future of steel wire reinforced rubber hoses in civil aviation leans heavily on innovation around materials science and smart technologies:
- Advanced Composite Reinforcements: Beyond traditional steel wire spirals, hybrid reinforcements combining aramid fibers and stainless steel are gaining traction. These composites deliver improved fatigue resistance while reducing overall weight — a crucial factor for portable and mobile GSE applications.
- Enhanced Surface Treatments: To combat ozone, UV radiation, and abrasion from jet fuel and hydraulic fluids, manufacturers are embedding protective coatings and advanced polymer blends into hose exteriors, enabling longer service life and reduced maintenance cycles.
- Integration of IoT Sensors: Smart hose systems equipped with embedded pressure and temperature sensors allow predictive maintenance by alerting ground crews about wear or leaks before failures occur, significantly reducing downtime and safety risks.
- Eco-Friendly Manufacturing: As sustainability becomes a priority, there is increased focus on using recyclable materials and reducing the environmental footprint during hose production without compromising structural integrity and performance.
Deeper Application Analysis
In civil aviation ground support, steel wire reinforced rubber hoses are not just simple conduits — their design and functionality directly influence system efficiencies and safety. Some key application scenarios include:
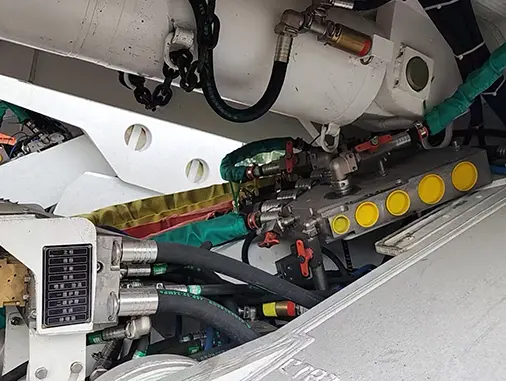
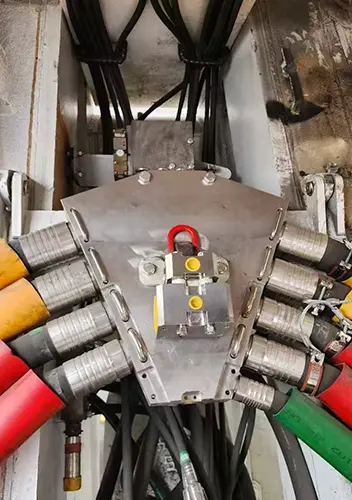
- High-Pressure Hydraulic Systems: Used in aircraft tow tractors and lifts where accurate control over hydraulic fluid pressure is crucial, these hoses resist bursting even under sudden pressure surges caused by system starts and stops.
- Fuel Handling and Delivery Equipment: Compatibility with aviation fuels, oils, and de-icing chemicals ensures that hoses do not deteriorate prematurely, preventing leakages that could cause dangerous fire risks or environmental contamination.
- Climate Control and De-Icing Units: Flexible and weather-resistant hoses enable reliable operations in extreme weather, facilitating the flow of fluids needed for maintaining aircraft temperature and safety.
- Maintenance Tools and Test Stands: Precision hoses tailored to interface with diagnostic equipment and high-pressure test rigs help in maintaining aircraft integrity.
Overall, the choice of steel wire reinforced rubber hose impacts equipment lifecycle costs, maintenance schedules, and passenger safety outcomes in civil aviation contexts.
Kelong New Materials — Pioneers in Hose Technology
Founded in 1996, Shaanxi Kelong New Materials Technology Co., Ltd. stands as a leading innovator in the development and manufacture of hydraulic seal sets, high-pressure hoses including steel wire reinforced varieties, and related ground support equipment components. Our products have become trusted worldwide, widely applied in coal mining, civil aviation, high-speed rail, engineering machinery, wind power, and more.
We combine extensive R&D investment with rigorous quality control procedures certified by ISO and IRIS to deliver hoses that meet the most demanding industrial applications. With a workforce of 500+ employees—180 engineers and technicians—and a sophisticated production capacity, we strive to lead the market in durability, performance, and advanced material solutions.